1.2.1 A technológia
13. ábra
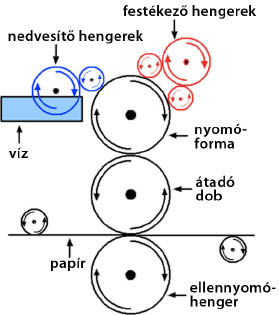
Ez az ábra a
nyomtatás műveletének sematikus vázlata.
A nyomólemezt az ofszet nyomógép formahengerére rögzítik. A megfelelő berendezések a gép minden egyes fordulata alatt megnedvesítik a nyomóforma nem nyomó elemeit és befestékezik a nyomóelemeit. A festékfelhordást követően a nyomóforma érintkezésbe kerül az átadó dobra feszített gumival. A nyomóérintkezésnek olyan nyomóerő mellett kell létrejönnie, amely lehetővé teszi a festékátadást a forma nyomóelemeiről a gumi felületére. Ezt követően a rajzolatot a gumihenger átviszi az érintkezésben levő papírfelületre.
Valamivel újabb technológia az alkoholos nedvesítés alkalmazása. Ezeken a gépeken szebb teli tónusokat lehet nyomni (ún. flekkeket), szebbek a színátmenetek, és mivel nincs jelen a víz, kevésbé hullámosodik a papír, tehát a passzerek (a nyomdai illesztő jelek) is pontosabban állíthatók, tehát élesebbek a nyomatok. Még újabb fejlesztés, bár egyelőre jóval költségesebb megoldás az ún. száraz ofszet eljárás.
Fontos tényező, hogy a nyomás, a terhelés erősségét a gépmester a hengerek hosszanti irányában mozogva képes befolyásolni, ezért ha lehetőség van rá, a tervezőgrafikusnak ajánlott figyelembe venni az egymás alá kerülő anyagok színviszonyait.
Az ábrázolt rendszer egyetlen szín nyomását teszi lehetővé, ezt werknek hívjuk. A négyszín nyomtatást általában négywerkes géppel végzik. Lehetőség van négyszín nyomtatást egywerkes gépen is végezni, ekkor minden egyes szín nyomtatása előtt meg kell tisztítani a nyomdagépet, festéket kell cserélni, majd ügyelve a papír pontos illesztésére rá kell nyomtatni a papírra a következő színt.
Igényes munkát lehetőleg minimum négywerkes gépen végeztessünk, gondoljunk bele, hogy egywerkes gépen a teljes anyagot ki kell nyomni színenként, nincs lehetőség utólagos korrekcióra.
Napjainkban a négyszín nyomtatás mellett előfordul a több (6, 7 vagy ennél is több) színnel történő nyomtatás is, ekkor a CMYK színek mellé olyan színeket nyomtatnak, amelyek a CMY színekből nem keverhetők ki megfelelően. Ilyenek lehetnek például a direktszínek, de a plusz werk lehetőséget ad a lakkozásra is.

14. ábra
Az ábrán egy
négywerkes nyomógépet látunk, a jobbra kiugró vezérlőpulton tudja szabályozni a
gépmester a nyomás terhelését, a hengerek keresztirányában, sávosan.
A fent bemutatott 4 werkwes nyomógép papíríveket képes nyomni, maximált méretben, egy jobb minőséget produkáló nyomdánál ma a B1, azaz a 700×1000 mm papírméret az elvárás. Nagyobb példányszámokhoz fejlesztették ki a rotációs nyomás technológiáját, amely nem íveket, hanem papírtekercset nyom, működése folyamatos.
A képátvitel elve a tekercsofszetgépeken azonos az íves ofszetgépekével. Az egyetlen lényeges különbség a hengerek viszonylag kis átmérője. A tekercsofszetgépeknél a hengerátmérők kis mérete miatt egyenletesebb festékezés és nedvesítés érhető el.
A papír ennél az eljárásnál ún. papírpályán fut végig. A technológia alkalmas arra, hogy a papír mindkét oldalára nyomjon, ebben az esetben általában összeépül egy hajtogató művel, amelynek végső szakaszáról már összehordásra (sorrendbe rakásra) kész állapotban jönnek le a kinyomott formák. Újságokat (napilapot és folyóiratot), nagy példányszámú szóróanyagot nyomtatnak ezzel az eljárással.

15. ábra
A fenti képen egy rotációs géptermet látunk. Az impozáns méretekből is érzékelhető, hogy csak nagy példányszámot érdemes így nyomni, egy apró változtatás, pl. a nyomás terhelésén már eleve komoly példányszám lefutását eredményezi.
Az alábbi képen pedig a gépsor végén sorakozó, darabolt és hajtogatott íveket látjuk:

16. ábra